The suitability of a metal for welding is dependent upon what elements are used to create the metal. It is important to identify the type of metal and what alloying elements have been added to increase its strength, toughness, impact resistance, corrosion resistance, or ductility.
We typically divide metals into two categories: ferrous and nonferrous. Ferrous metals contain iron as their major element and include cast iron, forged steel, mild steel, and stainless steel. These metals are typically magnetic.
Nonferrous metals include the “pure” elements, such as aluminum. Because they do not contain iron, they are nonmagnetic and have a lower melting temperature. It is essential that base metal and filler metal are matched to ensure that like metals are welded.
Because this process involves the melting and fusion of the base and filler into one new metal, melting temperatures, and metal characteristics must be similar. We can join dissimilar metals by brazing, braze welding, or soldering because these processes do not actually melt the base metal.
Ferrous metals contain iron with varying amounts of carbon and other alloying elements, such as chromium, molybdenum, manganese, and nickel. Each alloy imparts a unique characteristic to the low-carbon steel.
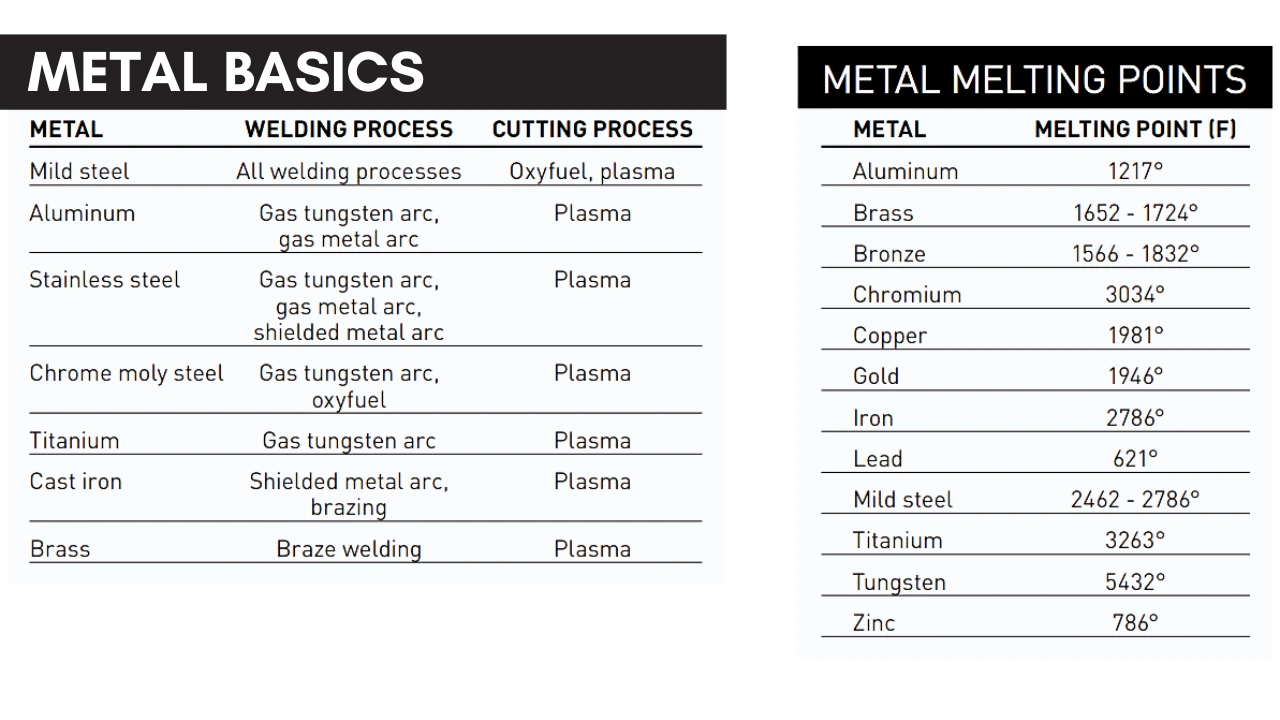
Mild steel (low-carbon steel) is the most used type and the easiest with which to work. Mild steel can be cut and welded with all of the processes covered in this book. It makes up most of the metal items you commonly use, make, or repair, including automobile bodies, bicycles, railings, furniture, cabinets, and shelving.
Adding more carbon to the steel makes it harder but also more brittle and more difficult to cut or weld. These high-carbon steels are used to make cutting tools, such as drill bits, machining bits, and knife blades.
Adding other alloying elements, such as chromium and nickel, to the low-carbon steel produces stainless steel. Because stainless steel does not oxidize (rust) easily, it is cut best with a plasma cutter.
As always when welding low-carbon steel or alloyed steel, the filler metal must be matched to the elements to ensure a high-quality weld is produced.
Aluminum is the most widely used nonferrous metal because it is lightweight and corrosion-resistant. Like steel, it is available in many alloys and is often heat-treated to increase strength.
Aluminum is used for engine parts, boats, bicycles, furniture, kitchenware, and now automobile frames. Various characteristics make aluminum difficult to weld successfully—it does not change color when it melts, it conducts heat rapidly, and it immediately develops an oxide layer that melts at a higher temperature than the base metal itself, causing overheating and extreme distortion and metal destruction.
Metal Shapes & Sizes
Mild steel and most other metals come in a variety of shapes, sizes, and thicknesses. Metal thickness may be given as a fraction of an inch, decimal, or gauge. Sheet metal is typically 3 ⁄16 inch or less in thickness and called out as a gauge number, and plate metal is 1 ⁄4 inch or thicker.
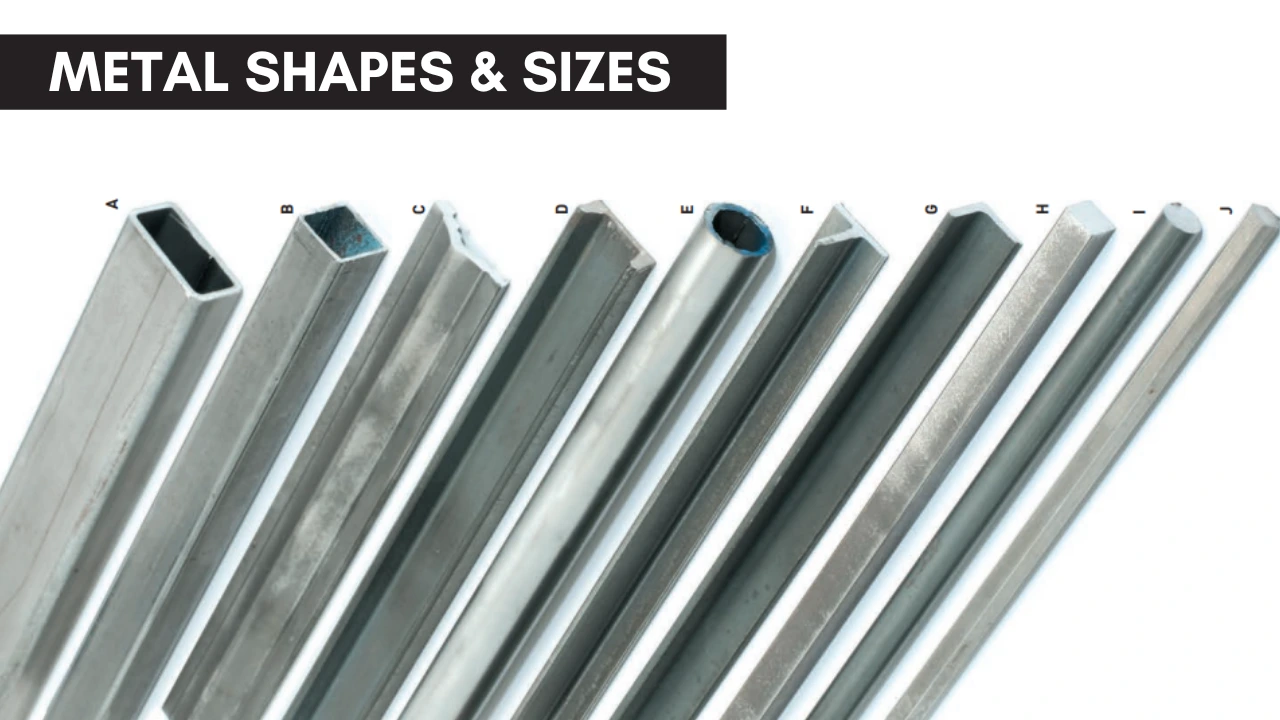
Structural metal typically is identified by its length, width, and by its wall, leg, or web thickness. Some of the most common structure types and size callouts are:
- A. Rectangular tubing is used for structural framing, trailers, and furniture. Dimensions for rectangular tubing are specified by width × height × wall thickness × length.
- B. Square tubing is used for structural framing, trailers, and furniture. Dimensions for square tubing are specified by width × height × wall thickness × length.
- C. Rail cap is used for making handrails. Rail cap dimensions are the overall width and the widths of the channels on the underside.
- D. Channel is often used for making handrails. Very large channels can be used in truck frames and structural items, such as bridges or industrial equipment. The legs, or flanges, make it stronger than flat bars. Dimensions for a channel are specified by flange thickness × flange height × channel width (outside) × length.
- E. Round tubing is not the same as a pipe. Round tubing is used for structural items, while pipe is used to transport liquids or gases. Dimensions for round tubing are specified by the outside diameter (OD) × wall thickness × length.
- F. T-bar dimensions are given as width × height × thickness of flanges × height.
- G. Angle or angle iron has many structural and decorative uses. Dimensions for the angle are specified by flange thickness × flange width (leg) × flange height (leg) × length. Angles can be equal leg length or unequal leg length.
- H. I. J. Square, round, or hexagonal bar (hex bar) dimensions are specified by width/outside diameter (flat to flat for a hexagonal bar) × length.
Flat bar/strap (not pictured) is available in many sizes and is typically not wider than 12″ for flat bars are specified by thickness × width × length.
Sheet metal (not pictured) is 3 ⁄16″ or less in thickness and is often referred to by its gauge number. Plate is 1 ⁄4″ or greater in thickness and is specified by its thickness in fractions of an inch.
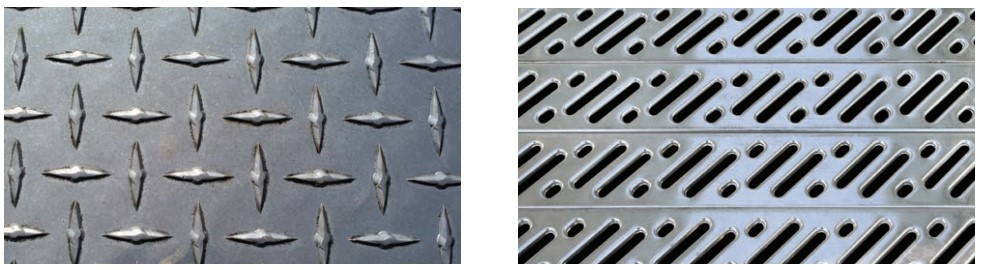
Diamond plate is used as heavy-duty siding for toolboxes and carts because of its durability and strength. It is also used for decorative applications. It is sold as length × width × thickness.
Perforated sheet metal is used for industrial shelving, fences, stair treads, grates for floor drains, and a host of decorative sidings and top treatments. There are numerous shapes and styles available. They are sometimes referred to as perforated metal screens. Perforated sheets are sold as length × width × thickness. Lighter-weight sheets are sold by the yard in a roll.
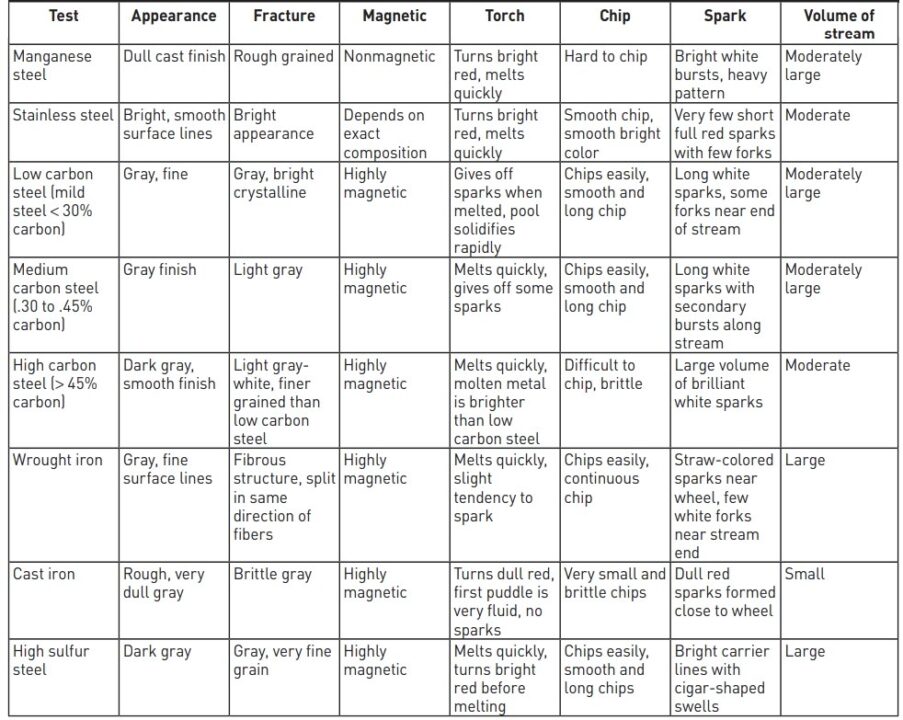
Metal Identification Chart
Metals Purchasing
Finding a metal supplier can be a challenging task. The materials that are readily available at home centers and hardware stores may not be the size and shapes needed for a project and can be very expensive; and if ordered online or through a catalog, product weight can create significant shipping charges.
With some searching, though, most products can be found at reasonable prices. Once a metal supplier has been found, materials can typically be purchased by weight or per linear foot.
The price for small pieces of mild steel at a home center or hardware store might be as much as $3 to $5 per pound, but the price at a larger steel supplier may be as little as $1 per pound, depending on the type of material ordered.
Many steel suppliers have an odd and end bin or rack where the material is discounted even more than retail or wholesale prices.
Stainless steel and aluminum are higher cost relative to mild steel. When purchasing at a home center or hardware store, material can be purchased in three-, four-, or even six-foot lengths that are much easier to handle.
When purchasing from a steel supplier, the common lengths are 10, 12, and even 20 feet, so plan accordingly—as always convenience will cost more. Steel suppliers have the most common types and lengths in stock and can order other sizes.
Some steel suppliers are distributors for decorative metal products, but many specialty items, such as wrought-iron railing materials, decorative accessories, and weldable hardware, are only available by catalog.
Metal Cleaning & Preparation
A successful weld begins with a well-prepared welding joint. More attention paid while cleaning and preparing the welding joint ensures a higher quality weld with an acceptable appearance.
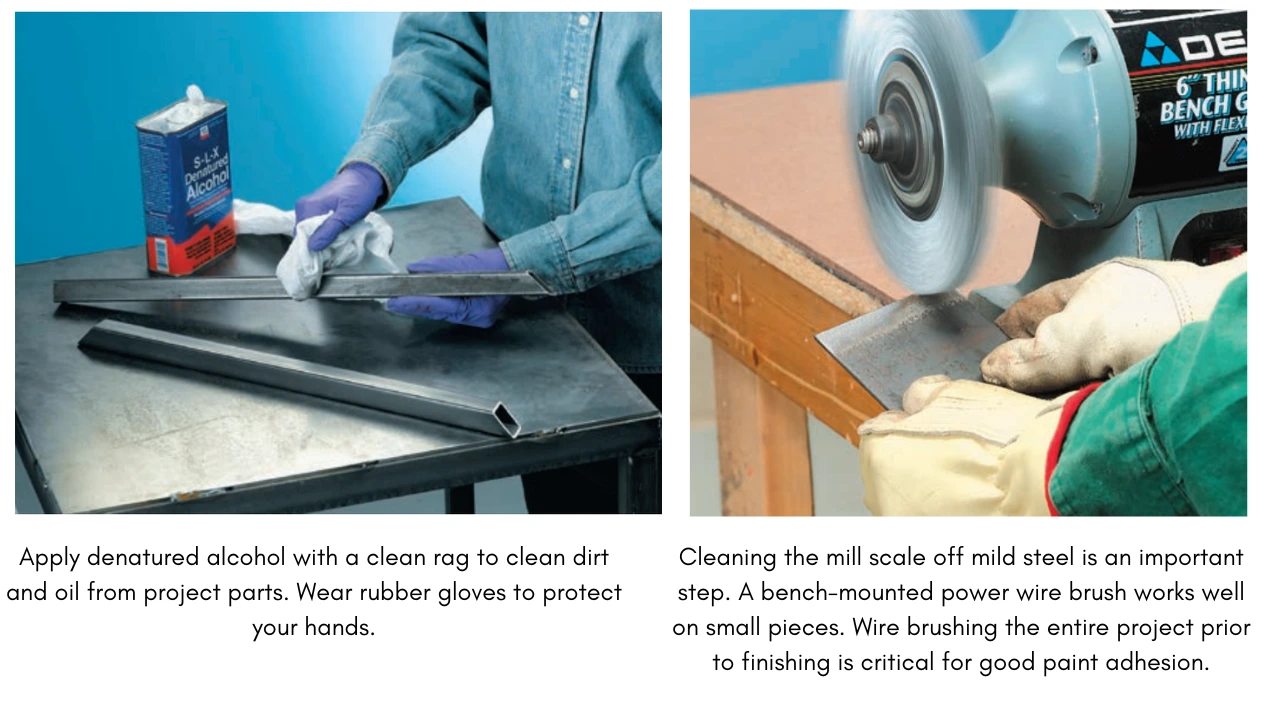
When working with hot rolled steel (HRS), the mill scale—a thin layer of oxide formed when the material is processed while it is hot—needs to be removed. Clean all project parts to remove any oil, dirt, rust, and mill scale.
This can be time-consuming but will ensure a long-lasting project that will need little maintenance or repair. For any project that will be painted, or powder coated, it is important to clean the entire project. If parts are allowed to rust or become aged, thoroughly clean all areas to be welded.
The first step in cleaning is to remove all grease, oil, or dirt by wiping the part down with denatured alcohol, acetone, or a commercial degreaser. Alcohol works the best, as it has minimal odor and does not dissolve or damage plastics like acetone does.
Both acetone and degreasers tend to leave a residue that may diminish the quality of the final weld or finish. Once the grease, oil, and dirt have been removed from the surface, the mill scale must be removed.
You can do this by wire brushing, grinding, sanding, or sandblasting the part. A bench-mounted grinder with a wire bush works well for cleaning small parts or the ends of smaller parts, but it cannot be used on larger surfaces.
For larger surfaces, you will need an angle grinder outfitted with a grinding wheel, wire brush, or flap wheel. A hand-held, battery-powered drill with a wire brush or wire brush cup will also work.
Remember, when working with any power tools, you must wear the appropriate PPE, including safety glasses, face shields, and long sleeves to protect your eyes and body from wire fragments that can be thrown from the brush.
Also, never force or apply too much pressure to an angle grinder or drill, as the tool can kick back and cause severe injuries. Once all parts have been cleaned and you have removed all of the mill scale, it is important to complete the project in a timely manner before the metal rusts.
Metal Weld Repairs
Once you begin welding, you will encounter numerous opportunities to repair items. When your friends and neighbors discover you can do repairs, even more challenges will come your way.
Performing weld repairs can be very tricky, even dangerous if you are not sure of the type of material and what the part was used for. When in doubt, bow out, especially on a vessel or drum where you are unsure of its previous contents.
It is important to assess your welding skills, the difficulty of the repair, and the intended use of the repaired item. Any structural or vehicle repairs, such as stairways, ladders, trailers, or chassis, need to meet the same safety standards as they did in the original condition.
1. Determining Why the Item Broke.
If the failure was due to a poorly executed weld, the repair might be as simple as grinding out the welded area, tacking the area back together, and performing a satisfactory weld.
But if a piece has broken due to metal fatigue, simply welding over the cracked area may only cause more cracks in different areas. Investigate and ask questions and reach out to mentors with suggestions of how to properly repair the failed item.
2. Determining the Base Metal.
A magnet will be attracted to metals with a fairly high concentration of iron, but stainless steel (which is sometimes nonmagnetic), mild steel, and cast iron each require very different welding techniques.
Aluminum is nonmagnetic and is discernable from stainless steel by its lightweight—but which alloy is included with the aluminum? Some aluminum alloys are not weldable. Unfortunately, many manufactured metal items are alloyed and may have been heat-treated.
Without access to the manufacturer’s specifications, it is sometimes impossible to determine the composition of the base metal. It is important to understand the effects of welding on these materials before attempting a repair.
3. Repair It.
After determining the feasibility of a repair is to properly clean and prepare the area to be welded, removing all dirt, oil, and paint or finishes. If one of the arc welding processes is selected, you must also clean an area down to bare metal so the work clamp may be properly secured.
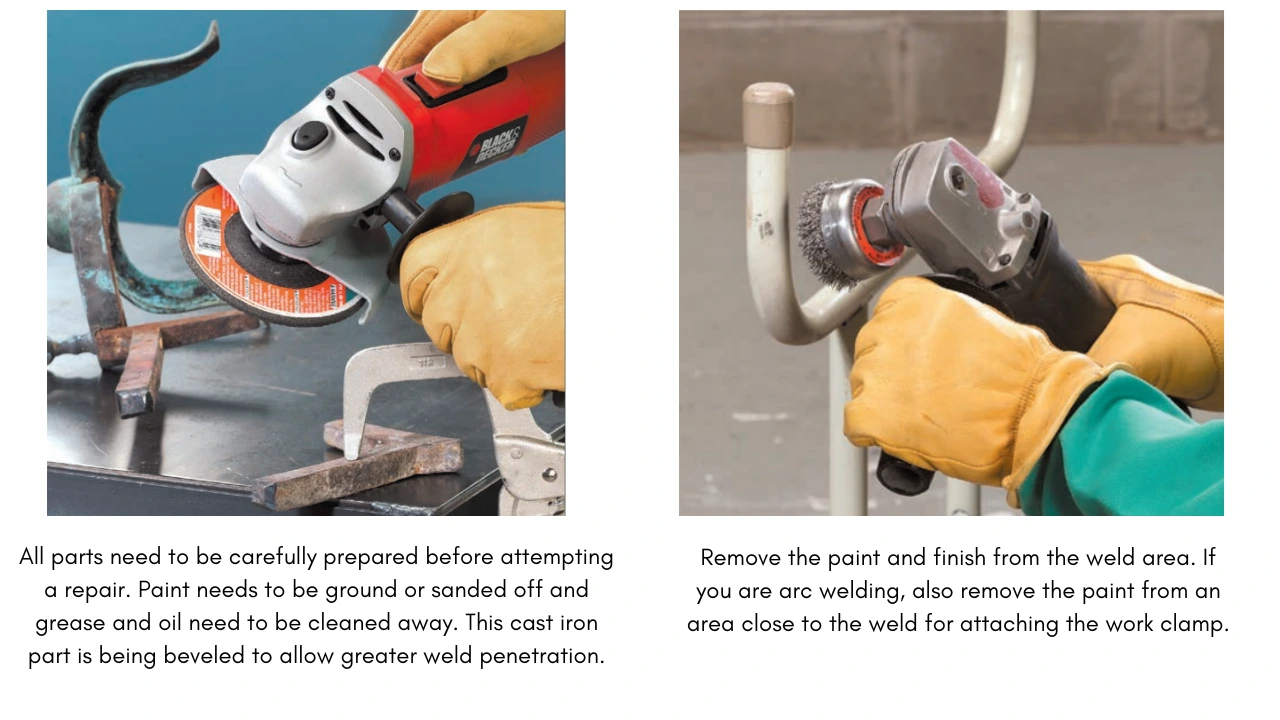
If the break is at a welded joint, you must also remove areas of the old weld bead to ensure complete penetration into the base metal.
Mild steel is the easiest material to repair. Simply prepare the metal as we discussed in the metal cleaning and preparation section and the weld may then be completed with any of the arc welding processes.
Cast iron and cast aluminum both need to be preheated before welding to help prevent cracking due to temperature fluctuations. Cast iron can be braze welded or shielded metal arc welding with cast iron electrodes. Either way, the metal needs to be preheated to 450°F before being welded. If the piece is small enough, it can be placed in an oven at 400 to 500 degrees Fahrenheit.
Otherwise, use an oxyacetylene or oxypropane rosebud or heating tip. Temperature crayons that melt at specific temperatures are available for marking metals for preheating.
Post-weld heating and penning may also be required to dissipate stress while the part returns to ambient temperature at a controlled rate—this will further reduce the chance of cracking.
Some aluminum is not weldable, but if an aluminum part has been welded before, it is typically safe to perform a repair weld. If the composition of the base metal can be determined, match the filler metal makeup to the base metal.
Some filler metals are multipurpose and can be used on more than one alloy. Consult the manufacturer’s recommendations or ask a professional at a welding supplier.
Stainless steel also comes in numerous alloys, and it is important to match the filler metal with the base metal. Do not clean stainless steel with a wire brush, as the mild steel wires may contaminate the base metal. Instead, use a flap wheel, emery cloth, or an abrasive pad.