Welding is an ancient trade that still matters in contemporary manufacturing. There are several ways to weld and usually per the project, the decision for which method to use becomes apparent. Of all of the different welding methods, tack welding is probably the most important of them all.
If you’re curious about tack welding, what it encompasses, and what makes tack welding so important, you’re in the right place. In this and further articles we will outline the basics of tack welding, and provide some essential information to know for anyone interested in welding.
What Is a Tack Weld?
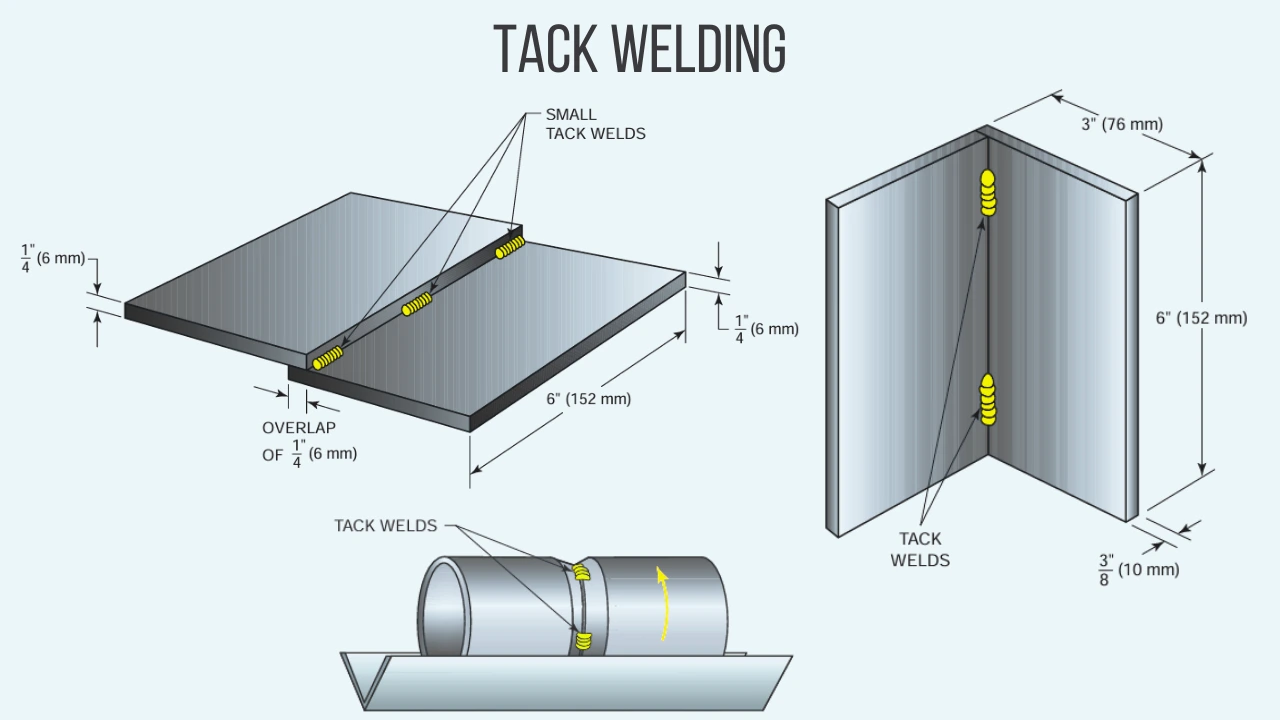
Tack welds, are simply the small, temporary welds you make to hold metal parts in place prior to the actual weld. The great thing about tack welding is that it can often negate the need for clamps and other holding devices allowing you to more efficiently accomplish your work.
The tack welds should serve to keep everything properly aligned and maintain the gaps between your metal parts where you would like them.
Getting your tack welds correct is one of the more critical steps when assembling parts. You want them to be strong enough to keep everything in position for the final weld but short enough to not adversely affect the ends of the joint you are fabricating.
In other words, the tack welds should be virtually undetectable after the weld is fully complete without irregular bumps or incongruities visible that could create imperfections in the finished weld.
It’s important to note that you can’t just do a bunch of tack welds wherever you feel like and assume it will turn out alright. You actually should take the time to think about how many tack welds you will use, where you will position them, and how big they will be.
A small amount of forethought will help you produce a product that is both strong and tidy at the end of the process.
Things To Consider While Making a Tack Welds
Some of the factors to consider regarding the number of tack welds include the following:
- Metal Thickness: With thinner metals, small, tack welds are generally preferable because they will minimize distortion and ensure structure. However, the thicker the metal the fewer tack welds you can get away with using, because thicker metals can dissipate more heat before warping.
- Length and Shape of Joint: The length and shape of the joint can also factor into tack welds. Short joints typically only require several welds. However, for longer joints, the situation can change; in some cases a long, straight seam may only need a small number of tack welds, but a shorter, curved joint may require additional tack welds to ensure everything remains in alignment throughout is more complex shape.
- Welding Stresses: It is important to recognize that each weld generates stress as the metal cools and contracts. Larger welds usually generate more stress with the potential to tear weak tack welds from adjoining parts. For this reason, tack welds need to be strong enough to hold up under the forces of the primary weld.
- Tolerances: Tolerances or precision of the final welded piece also has an effect on the number of tack welds you will need. Typically, the more strict the pre-weld tolerances for the final piece, the more tack welds one should apply, forcing everything to stay exactly where it needs to stay during the weld to avoid unintended shifts.
- Fit-Up: Finally, when you are fitting parts together as the piece may require you to custom bend as you go, utilizing a greater number of tack welds can be helpful. The additional tack welds will provide reassurance that everything is aligned properly and will make it easier to achieve equal bends all throughout the piece.
In our prior discussion regarding tack welds, it is important we discussed a proper procedure to follow for tack welding and for selecting a filler metal.
The tack welds should be well placed within the joint, and should be fully remelted in the final weld. Otherwise, we will be creating a weak point in the weld due to it being remelted poorly.
Once we have tack welded our parts together, do not skip cleaning. It is important to clean the slag and everything that may be laying on the surface or even still melted.
If we do not clean, we would be introducing defects to the final weld. In some cases you may find that it would be necessary to grind the ends of a tack weld to a taper allowing the final weld to tie in and avoid bumps or irregularities.
One thing to constantly remember, a proper tack weld does its job by holding everything in place, then it becomes invisible once the final weld is finished. If you’re able to see your tack weld in the completed piece, you most likely did something incorrectly.
To further complicate things, the way a tack weld behaves and breaks (if it breaks) is completely dependent on what type of metal we are welding. Please take, for example, when welding very tough metals like steel, we can hear the tack weld if it snaps.
It could be as quick and loud as a crack or popping sound, or a quieter, longer deep thud depending on the size of the steel. In contrast, if our tack weld breaks while welding a very soft metal like aluminum, we may be lucky to hear anything.
Whether we hear a tack weld break during welding, or after we finish, we must heed this warning. If we continue to weld using a broken tack as a guide, we will allow the parts to allow and much more misalignment as we continue to weld.
Re-aligning a broken tack weld to meet the required specification when should has not engaged properly could end up as scrap metal if the pieces cannot be forced into place.
Types of Tack Welding
Welders have a variety of tack welding methods, each made for a different purpose and in a different manner. In this section, we will look at the five most popular procedures used and when they are most advantageous.
Standard Tack Weld
In normal welding practice, tack welds are made directly in the joint, with the intent that they would become part of the final weld. The purpose of tack welds is to hold the workpieces in alignment and in position while the main weld is performed.
Bridge Tack Weld
While fitting up parts in a fabricating shop, there may be instances when a gap has been left that needs to be welded. When the need arises, welders usually will use a bridge tack across the gap.
These types of resolutions usually happen when the material has been cut a little short in the shop, or even sometimes when they arrive from the supplier a little distorted.
One way I have seen welders address this issue is by waving the welder across the gap as a bridge tack in one continuous motion. It would be a safety concern to lay down too much weld at once because the heat can drop the weld pool right through the gap.
One way to control the situation and keep it from getting away from you is to make quick passes and let it cool slightly in between passes.
There is also another method: you can place small tack welds on either side of the gap switching from side, and allowing the tack to cool before the next tack. Gradually, work yourself to the center to fill the gap and weld both sides of the joint together.
While this process does consume more time especially with MIG or flux-cored welding – it can be very effective. Just remember that these bridge tacks will not penetrate all the way to the root of the joint. You will need to grind them off once you complete your first root pass.
Thermit Tack
In the thermite tack process, pure magnesium metal is utilized in combination with aluminum and iron oxide powder.
The combination of magnesium with aluminum and iron oxide is a chemical reaction that explodes out and melts making extreme temperatures (greater than 4,000 degrees Fahrenheit).
Hot Tacking
The hot tack weld is formed when filler metal is deliberately added into the space between two pieces of metal. After filler is deposited, the gap is then closed by striking it with the striking face of a hammer.
These hot tack welds are frequently referred to in the field as “cleats”, or “dogs”. While this may be a quick method to close gaps during fabrication, hot tacking will typically not meet the expectations of quality assurance. Consequently, parts assembled with this approach seldom pass the formal inspection.
Ultrasonic Tack
Ultrasonic tack welding is a type of welding machine where the welder uses a welding machine (electric or gas) to weld materials.
The main difference is how it generates a series of quick, short bursts either pushes or pulls at ultrasonic speeds through the parts we are welding, and is used to achieve welding conditions when joined together.
The welder will add welding wire with pressure into the base metal so that the considerable motion and friction by pressure produce sufficient heat to melt the material directly from contact. When it melts, it fuses the two separate parts into one solid piece.
Four Forms of Tack Welds
The forms of tack welds help hold parts together before full welding. They also help attach parts. There are four main forms.
- Square Tack Weld: This method produces considerable strength by orienting the tack-welded pieces in a square. This method is very effective when two pieces need to be permanently joined at right angles, as it produces both stability but also the alignment needed to permanently join the pieces together.
- Vertical Tack Weld: The vertical method would involve placing the tack weld in a straight line from top to bottom of the metal pieces. This method is effective when you need to hold two pieces vertically. In most cases, the tack weld is started at the upper edge to allow evenness throughout the joint.
- Right Angle Tack Weld: The right-angle tack weld is designed to work specifically by joining two pieces of metal at 90 degrees to each other. For example, if the intention is to tack two pieces of metal to each other at a right angle, it is preferable to put the tack weld on the lower component for stability, and when assembly starts.
- Right Angle Corner Tack Weld: When two pieces of metal are joined at 90 degrees perpendicular to form a T-joint, the right-angle corner tack is registered at 90 degrees. The tac weld is registered at the 90-degree corner to provide strength and make sure the two pieces remain aligned.
The Pros and Cons of Tack Welding
Advantages Of Tack Welding
- Temporary welds are an important means of holding components and preserving the intended geometry of the joint for assembly.
- One benefit is that they can be easily taken apart when adjustments/rework are required.
- This approach allows for welding components without large cumbersome fixtures, and it may be an advantage in tight spaces.
- They also provide an easy way to keep joints aligned, especially in areas that are confined with limited movement.
- It is effective at placing and maintaining a gap between pieces when a gap is required to achieve a quality final weld.
- A tack weld provides enough mechanical strength to support the base metal weight if the assembly needs to move or rotate.
- A tack weld can momentarily stabilize the parts to limit distortion that may occur from the main welding operation.
- After understanding the most common mistakes and how to avoid them, tack welding is a rather simple process.
- It could be said that tack welding is very versatile; you may tack weld just about any material type.
Disadvantages of Tack Welding
- The joints formed by tack welding possess only temporary bonds and are generally weak.
- If the tack welding is done inappropriately, the process can also reduce the overall quality of the finished joint.
- One of the other diverse problems is that tack welding tends to contribute to the production of oxides in the process.
- Usually, after tack welding, cleaning (because either part may have residuals and/or oxides) is required.
- When tack welding certain metals, especially steels that are brittle and hard, requires great skill. Without appropriate knowledge, the tack welds may cause susceptibility to cracking.
- Some metals are simply too inconsistent in performance when subjected to the heating and cooling characteristics that tack welding provides, which adds problems.
- Finally, tack welding becomes more challenging with larger components and at the edges of materials.
Wrapping It
Tack welding can be a great way to hold two pieces of metal in place in preparation for welding them together. Overall, these really quick little welds hold the pieces together as if I had a 3rd hand, a reasonable representation of where I want the alignment, gap, and angle, the same way a bead will.
Tack welds not only help to keep the metal together while a main weld is finished, they can actually keep the pieces from warping or movement during the final project, sometimes eliminating the need for an elaborate fixture.
This is particularly useful when you only have a few pieces to weld or for a one-off project where it’s not likely that I’m going to buy a bunch of special equipment.
While tack welds are not intended to be permanent or even very large, they do need to be strong enough to hold your pieces in place while you finish your intended weld. Although I can remove or grind off tack welds to finalize the weld, I don’t want to interfere with the base material too much.
It is almost a balancing act between putting enough weld in to keep the pieces locked in, while not putting so much that it causes replacement issues before I finish the main weld.
FAQs
What is a Tack Weld
Tack welding is a temporary welding process that involves using low heat and a very short arc to weld metal pieces together before the final welding. It helps ease the process of welding as it ensures metal parts do not move before the completion of the sheet metal welding process.
Can tack welding be permanent?
While tack welding shouldn’t be considered a permanent method of joining sheet metal and other materials, there are several advantages to using this method as part of the process.
What is the difference between tack and full welding?
Tack welding forms a temporary pre-weld, whereas spot welding is a method used to fuse two metals together permanently. Tack welding uses filler material when joining metal pieces, whereas spot welding is carried out through a combination of electrical current and pressure being applied to the metals being fused.
What kind of welder do you use for tack welds?
Another method is to apply small tacks to each side, alternating to allow the other side to cool. Eventually, you will reach the middle of the gap and join both joint sides. This method is more time-consuming and works best with MIG or flux-cored welding.
What is tack welding disadvantages?
It’s temporary and produces weak bonds. Joint quality can be impaired if tack welding isn’t carried out correctly. It exacerbates the build-up of oxides. Parts will need to be cleaned afterward.
What is the toughest weld?
TIG welding is often considered the strongest weld since it produces extreme heat, and the slow cooling rate results in high tensile strength and ductility. MIG is also an excellent candidate for the strongest type of weld because it can create a strong joint.