What is Flux-Cored Arc Welding (FCAW or FCA)?
Flux-cored arc welding (FCAW or FCA) is a semi-automatic or automatic arc welding process. FCAW requires a continuously fed consumable tubular electrode containing a flux and a constant-voltage or, less commonly, a constant-current welding power supply.
An externally supplied shielding gas is sometimes used, but often the flux itself is relied upon to generate the necessary protection from the atmosphere, producing both gaseous protection and liquid slag protecting the weld. The process is widely used in construction because of its high welding speed and portability.
Flux-cored arc welding (FCAW), also known as dual shield welding, is a semi-automatic arc welding process that is similar to metal active gas (MAG) welding. FCAW uses a continuous wire-fed electrode, a constant-voltage welding power supply, and similar equipment to MAG welding.

The process was first developed in the 1950s as an alternative to manual metal arc (MMA) welding which is also called stick welding. FCAW overcomes many of the restrictions associated with MMA since it uses a continuously fed wire electrode.
Flux core arc welding usually uses a shielding gas similar to that used by MAG welding, but it can also be performed without shielding gas. It is more productive than MAG welding.
How Does Flux Core Arc Welding Work?
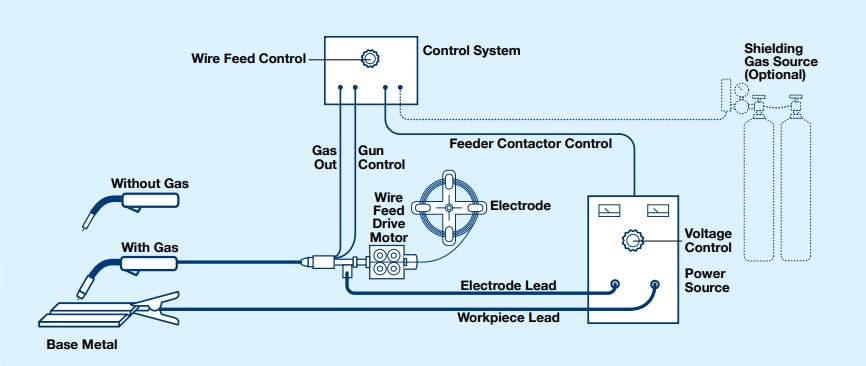
Flux-cored arc welding uses heat generated by an electric arc to fuse base metal in the weld joint area. This arc is struck between the metallic workpiece and the continuously-fed tubular cored consumable filler wire, with both the wire and the metallic workpiece melting together to form a weld joint.
This is similar to MAG welding, except that FCAW welding uses a hollow, tubular electrode filled with flux rather than a solid metal electrode. The FCAW process can be divided into two types depending on the shielding method; one that uses an external shielding gas and one that solely relies on the flux core itself for protecting the weld area.
The shielding gas, where used, protects the weld pool from oxidation and is usually provided externally from a high-pressure gas cylinder. Weld metal is also shielded by the slag formation from flux melting. Thus, the process is informally known as ‘dual shield’ welding and was primarily developed for the welding of structural steels.
The most commonly used shielding gases are carbon dioxide or blends of argon and carbon dioxide. The most frequently used blend is 75% argon and 25% carbon dioxide. This dual shield method is preferred for welding thicker materials or for out-of-position welding.
This process, when used in identical settings, delivers welds with more consistent mechanical properties and with fewer defects than with MMA or MAG processes. The continuously fed tubular electrode also allows for higher production rates than solid wire or stick electrodes.
However, the gas-shielded method may not be suitable for use in windy conditions as the disturbance to gas shielding could result in reduced weld metal properties.
The second version of this process doesn’t use an external shielding gas but instead relies on the protection offered by the flux-cored electrode itself. This electrode provides gaseous protection and also forms a slag that covers and protects the molten metal in the weld.
The filler wire core contains slag-forming fluxing agents and materials that produce shielding gases when burned by the heat of the welding arc. The shielding flux means that this process can be easily used outdoors even in windy conditions without the need of external shielding gas. This makes the process extremely portable and hence suitable for outdoor welding applications.
Applications
The following are the applications of FCAW:
- This arc welding process is found important in the shipbuilding industry as it saves huge labor costs.
- It is also used in many construction industries in the welding aspect.
- It is widely applicable in mechanical industries.
- FCAW can be used on plain carbon, alloy, stainless and duplex steels.
- It is used for hard-facing and surfacing.
Advantages and disadvantages of flux-cored arc welding (FCAW)
Advantages
Flux cored arc welding has many advantages for a wide variety of applications. Flux cored arc welding often competes with shielded metal arc welding, gas metal arc welding, and submerged arc welding for many applications. Some of the advantages of this process are:
- It has a high deposit rate and faster travel speeds are often used.
- Using small-diameter electrode wires, welding can be done in all positions.
- Some flux-cored wires do not need an external supply of shielding gas which simplifies the equipment.
- The electrode wire is fed continuously so there is very little time spent on changing electrodes.
- A higher percentage of the filler metal is deposited when compared to shielded metal arc welding.
- Better penetration is obtained than from shielded metal arc welding.
Disadvantages
Despite the great benefits of FCAW, some disadvantages still occur. Below are the limitations of flux cored arc welding in their various applications.
- It produces slag, which must be removed after welding
- It produces more smoke which is hazardous to the welder
- Cost of applied wire
- It Is complex and more expensive
- It produces more spatter